





CNC Turret Punch Press Machine bilen netijeliligi we takyklygy ýokarlandyryň
önümleriň beýany
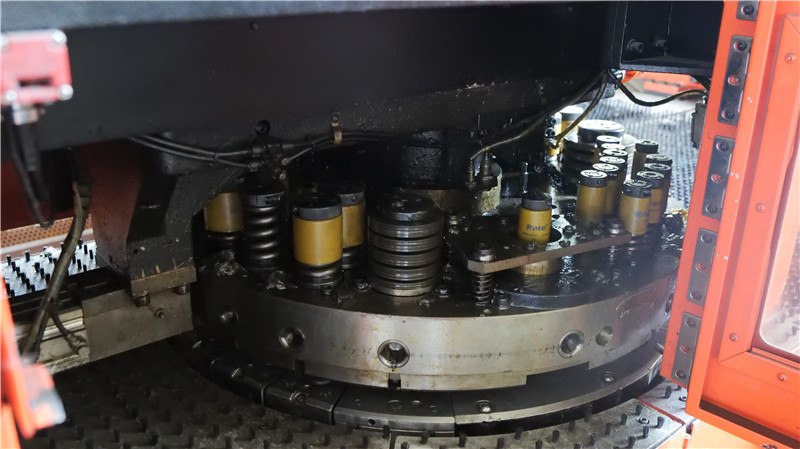
WSD-S2030NT markasynyň CNC týuret zarba enjamy enjamlary gaýtadan işlemek pudagynda giňden ulanylýar.Differenthli dürli görnüşli materiallaryň şekil talaplaryny kanagatlandyryp biler we ululygy we mukdary boýunça önümçilik talaplaryny takyk kanagatlandyryp biler.Ajaýyp öndürijilik çydamlylygy, ajaýyp kesiji güýç ukyby we çalt öwrüm wagty bilen, zarba enjamlary kesýänleriň sanawynda aýrylmaz agza boldy.Mundan başga-da, WSD-S2030NT CNC öwrümli pyçak maşynynda, esasy bölegiň gaýtadan işlenişinde tork, süýşme, tizlik we dürli faktorlaryň arasyndaky deňagramlylygy üpjün etmek üçin zerur duýgur enjamy bar.Bu enjam ähli ugurlar boýunça orta we kiçi partiýa öndürmek üçin has amatlydyr (meselem, 5 mm galyňlykdaky tabakda 2,4M * 1,2M meýdanyndaky 500 ~ 1000 bölek).Akym prosesini birleşdirmek amatly (kebşirlemek / polatlamak / ýüklemek / düşürmek / synag / metal kesmek / elektron kebşirlemek), önümçiligiň umumy netijeliligini ep-esli ýokarlandyrýar, fiziki bölekleri ýagty, ýakymly we çydamly görkezýär we şoňa laýyk gelýär iň gowy öndürijilik üçin müşderiniň talaplary
önümleriň spesifikasiýasy
| Model we konfigurasiýasy | |||
| Model | WSD30422AI | NC2510NT | WSD - S2030NT |
| CNC ulgamy | FANUC Oi - PF | FANUC Oi - PF | Treo, Angliýa |
| Insult (mm) | 37 | 37 | 32 |
| Positionerleşiş takyklygy (mm) | ± 0.05 | ± 0.05 | ± 0.05 |
| Takyklygy (mm) | ± 0.03 | ± 0.03 | ± 0.03 |
| X-ok urmagy (mm) | 2500 | 2500 | 2500 |
| Y okunyň urmagy (mm | 1250/1500/2000 | 1250/1500/2000 | 1250/1500/2000 |
| Işleýän sahypanyň ululygy (bir ýerleşiş) (mm) | 2500 * 1250/1500/2000 | 2500 * 1250/1500/2000 | 2500 * 1250/1500/2000 |
| Maks.gaýtadan işlemek galyňlygy (mm) | 3.2 | 3.2 | 3.2 |
| Maksiniň agramy (kg) | 150 | 150 | 150 |
| Maks.X-ok hereket tizligi (mmin) | 120 | 120 | 120 |
| Maks.Y-ok hereket tizligi (mmin) | 80 | 80 | 80 |
| Maks.punch 25mm tizlikde we 4mm urmakda (sagatda) | X: 360 Y: 360 | X: 360Y: 360 | X: 400Y: 350 |
| 5mm basgançak 4mm urmagyň möhürleme tizligi (sagatda) | 500 | 500 | 500 |
| Iň ýokary zarba ýygylygy (cpm) | 920 | 920 | 1900 |
| Iň ýokary zarba diametri (mm) | 88.9 | 88.9 | 88.9 |
| Iş stansiýasy | 42 | 30 | 30 |
| Gysmak | 3 | 3 | 3 |
| Dolandyrylýan oklaryň sany | 5 | 5 | 5 |
| Kuwwat zerurlygy | 3 faza 380V50HZ 46KVA | 3 faza 380V50HZ46KVA | 3 faza 380V50HZ 46KVA |
| Umumy ölçeg (I * w * h) mm | 45405200 * 2160 | 4540 * 5200 * 2000 | 6440 * 5200 * 2200 |
| Maşynyň agramy (tonna) | 16 | 14 | 17 |
1. CNC Turret Punch Presslerine düşünmek
CNCTurret Punch Press MachinesAwtoulag, howa we howa önümçiligi ýaly dürli pudaklarda takyk möhürlemek üçin ulanylýan ösen awtomatlaşdyrylan maşynlar.Bu maşynlarda köp sanly möhürleme meselelerini netijeli we çalt ýerine ýetirmek üçin dürli gurallary öz içine alýan aýlanýan týuret bar.
2. CNC týuret pyçakly maşyn
Möhürleme prosesi, CAM programma üpjünçiligini ulanyp, maşyn okalýan koda öwrülen CAD çyzgylaryny ýa-da dizaýn faýllaryny taýýarlamak bilen başlaýar.Kod döredilenden soň, ýerine ýetirmek üçin CNC turret punch pressine geçiriler.
Týuretiň içindäki seresaplylyk bilen işlenip düzülen gurallar her möhürleme işiniň talaplaryna esaslanyp awtomatiki usulda saýlanýar.Bu gurallaşdyryş opsiýalary dürli görnüşli zarbalary, ölmegi we hatda gurallary emele getirip, enjamyň köpugurlylygyny giňeldip biler.
Demir kagyz ýa-da iş bölegi, möhür basmagyň dowamynda durnuklylygy üpjün edip, maşyn düşeginde berk gysylýar.Enjamyň CNC dolandyryş ulgamy, zarbany iş böleginde gerekli ýer bilen deňleşdirmek üçin kody ýerine ýetirýär.
Urgy guraly iş bölegindäki deşikleri takyk urmak üçin uly güýç bilen işjeňleşdirilýär.Aýratyn talaplara baglylykda, enjam boşluk, hasaplaýyş ýa-da ajaýyp tizlik we takyklyk bilen bezemek ýaly bir topar zarba hereketlerini ýerine ýetirip biler.
3. CNC týuret punch pressiniň artykmaçlyklary
3.1 Takyklyk we takyklyk: CNC týuret pyçaklary yzygiderli, ýokary hilli netijeler üçin has ýokary takyklygy hödürleýär.Ösen dolandyryş ulgamlary gurallary takyk saýlamagy, ýerleşdirmegi we deňleşdirmegi, ýalňyşlyklary azaltmagy we material galyndylaryny azaltmagy üpjün edýär.
3.2 Netijelilik we öndürijilik: möhürleme amalyny awtomatlaşdyrmak arkaly CNC týuret pyçak maşynlary öndürijiligi ep-esli ýokarlandyrýar.Adamlaryň gatyşmazdan dürli meseleleri ýerine ýetirmek ukyby wagt we zähmet çykdajylaryny tygşytlaýar.Mundan başga-da, týuretiň içindäki dürli gural opsiýalarynyň arasynda geçmek ukyby, gurallaryň üýtgemeginiň zerurlygyny aradan aýyrýar we netijeliligi ýokarlandyrýar.
3.3 Dizaýn çeýeligi: Bu maşynlar çylşyrymly şekilleri we deşik nagyşlaryny döretmek ukyby bilen ýokary dizaýn çeýeligini hödürleýär.Dizaýn üýtgeşmeleri, fiziki gurallar üýtgemelerine ýa-da täze gurnamalara zerurlyk bolmazdan, enjamy diňe gaýtadan programmirlemek arkaly aňsatlyk bilen ýerleşdirilip bilner.
Netijede:
CNC týuret pyçaklary möhürleme prosesine öwrülişik girizdi.Takyklygy, netijeliligi we dizaýn çeýeligini birleşdirmek ukyby olary häzirki zaman önümçiliginde aýrylmaz gural edýär.Bu maşynlary ulanmak bilen kärhanalar diňe bir ýokary hilli we öndürijilik gazanmak bilen çäklenmän, çalt ösýän pudakda bäsdeşlik edip bilerler.CNC týuret punch pressiniň güýjüni ulanmak, metallary gaýtadan işlemekde we metaldan ýasamakda kämillige çalyşýan islendik kompaniýa üçin akylly maýa goýumdyr.
jikme-jik görkezmek



Önüm kategoriýalary
-

Iň köp satylan Primapress Gidrawlik metal plastinka B ...
-

Numerika bilen takyklygy we netijeliligi ýokarlandyrmak ...
-

Takyklygy we netijeliligi ýokarlandyrmak: Indispe ...
-

Ynkylapçy duo: Gidrawlik metal egilmek Ma ...
-

CNC Turret Punch Pressleriniň ewolýusiýasy: Revo ...
-

4000w CNC lazer kesýän maşynyň gudraty: ...




